Qualicoat standard u praksi: detaljan proces plastifikacije aluminijumskih profila
Kada se govori o trajnoj plastifikaciji aluminijumskih profila, Qualicoat standard se podrazumeva kao referenca kvaliteta. Međutim, ono što često ostaje „iza scene“ jeste stvarni tehnološki proces koji stoji iza dobrog završnog sloja.
Bez obzira na to da li se koriste standardne ili vrhunske Pulver prahove za plastifikaciju, koje za tržište Republike Srbije distribuira Corten doo, krajnji rezultat uvek zavisi od pravilno izvedene hemijske pripreme aluminijuma.
U nastavku je detaljno objašnjen kompletan proces, sa posebnim akcentom na svaku pojedinačnu kadu, tačno onako kako se primenjuje u industrijskoj praksi.
Hemijska priprema aluminijumskih profila prema Qualicoat filozofiji
Hemijska priprema aluminijuma ima tri osnovna cilja:
- potpuno uklanjanje nečistoća i masnoća,
- kontrolisano uklanjanje oksidnog sloja,
- formiranje stabilnog konverzionog sloja koji obezbeđuje dugotrajnu adheziju premaza.
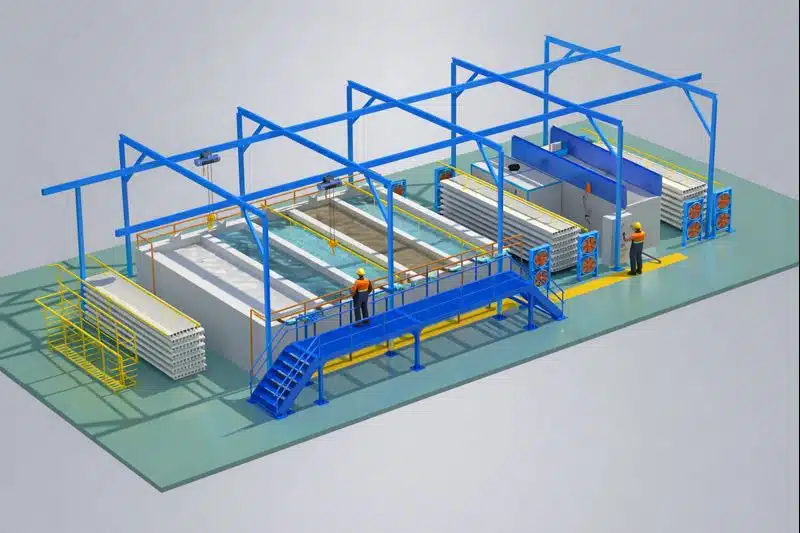
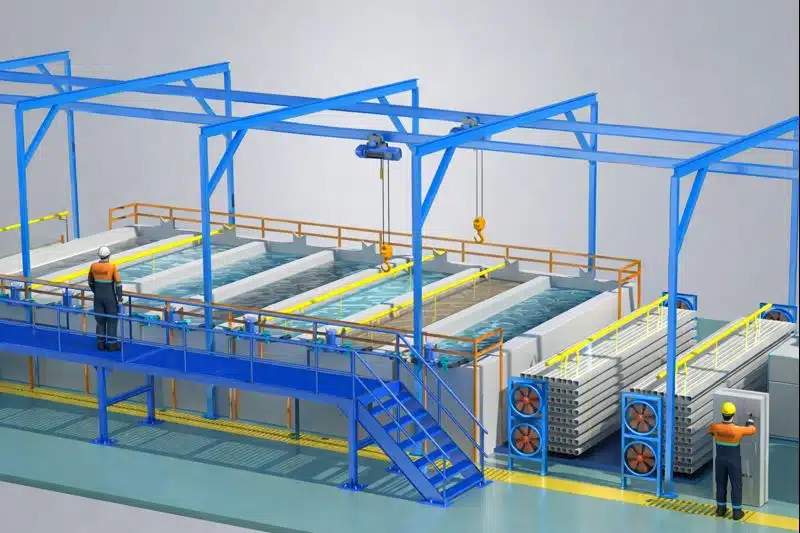
Proces se sprovodi potapanjem profila u sedam tehnološki povezanih kada, uz striktno poštovanje redosleda, vremena i temperature.
Kada br. 1 – Odmašćivanje (Degreasing)
Prva kada predstavlja početak celokupnog procesa i jedan je od najkritičnijih koraka u Qualicoat sistemu. U ovoj fazi uklanjaju se sve masnoće i nečistoće koje su na aluminijumskim profilima ostale tokom:
- ekstruzije,
- sečenja,
- skladištenja,
Rastvor u kadi čine voda i specijalizovani deterdžent za odmašćivanje aluminijuma. Rastvor se zagreva na temperaturu od 45-50 °C, čime se povećava njegova efikasnost. Profili se slažu u metalnu korpu, koja se pomoću krana potapa u kadu.
Korpa se drži potpuno potopljena u rastvoru 10 minuta, a tokom čitavog procesa u rastvor se uvodi vazduh pod pritiskom. Ova aeracija obezbeđuje kontinuirano mešanje rastvora, ravnomeran kontakt sa svim površinama profila i sprečava taloženje nečistoća.
Od 2010. godine aluminijumski profili se isporučuju fabrički zapakovani i zaštićeni, što omogućava brže i efikasnije odmašćivanje, kao i produžen vek trajanja rastvora. Zbog zagrevanja dolazi do isparavanja vode, pa se po potrebi dodaje čista bunarska voda, kao i određena količina deterdženta radi održavanja radne koncentracije.
Kada br. 2 – Ispiranje (Rinsing)
Nakon završetka odmašćivanja, profili se izvlače iz kade br. 1 i ostavljaju da se ocede iznad iste kade. Nakon ceđenja, pomoću krana se prebacuju u kadu br. 2, koja sadrži čistu vodu.
U ovoj fazi vrši se temeljno ispiranje profila od ostataka deterdženta. Ispiranje traje nekoliko minuta, a efikasnost se dodatno povećava uvođenjem vazduha pod pritiskom u dno kade, čime se postiže blaga turbulencija vode.
Voda iz ove kade se, nakon određenog vremena korišćenja, odvodi u postrojenje za tretman otpadnih voda. Nivo vode vremenom opada, naročito tokom letnjih meseci, zbog pojačanog isparavanja, pa se po potrebi dopunjava.
Kada br. 3 – Tretman sumpornom kiselinom (Pickling / Etching)
Aluminijum je materijal koji veoma brzo stvara prirodni oksidni sloj na površini. Taj sloj, iako štiti metal, mora biti kontrolisano uklonjen pre plastifikacije.
U trećoj kadi profili se potapaju u rastvor sumporne kiseline. Zadatak ovog tretmana je da:
- omekša oksidni sloj,
- razbije njegovu strukturu,
- ukloni okside sa površine profila,
- aktivira aluminijum za naredni konverzioni tretman.
Vreme zadržavanja profila u ovoj kadi nije fiksno i zavisi od:
- starosti profila,
- stepena oksidacije,
- prethodnih atmosferskih uticaja.
Mešanje rastvora se, kao i u prethodnim kadama, obezbeđuje dovođenjem vazduha pod pritiskom u dno kade, čime se postiže ujednačen efekat tretmana.
Kada br. 4 – Ispiranje (Rinsing)
U četvrtoj kadi vrši se ispiranje aluminijumskih profila od zaostale sumporne kiseline. Ovaj korak je od izuzetne važnosti, jer i minimalni ostaci kiseline mogu negativno uticati na formiranje konverzionog sloja.
Vreme ispiranja iznosi oko 2 minuta. U kadi se nalazi čista voda, koja se nakon određenog perioda eksploatacije odvodi u postrojenje za tretman otpadnih voda. Kao i kod ostalih kada, nivo vode zavisi od godišnjeg doba i brže opada tokom leta.
Kada br. 5 – Tretman hromom (Chromate Conversion Coating)
Peta kada predstavlja centralni korak u Qualicoat procesu. U ovoj fazi se na površini aluminijuma formira konverzioni sloj.
Profili se potapaju u rastvor vode i hroma u trajanju od 2 do 3 minuta. Rastvor je zagrejan na temperaturu od 32-35 °C, što omogućava pravilno formiranje i vezivanje konverzionog sloja.
Naneti hromatni sloj ima višestruku ulogu:
- značajno povećava otpornost aluminijuma na koroziju,
- obezbeđuje odlično prijanjanje praškaste boje,
- omogućava stabilnu i potpunu polimerizaciju tokom pečenja.
Bez pravilno formiranog konverzionog sloja, čak i najkvalitetniji Pulver prahovi za plastifikaciju ne mogu ostvariti svoj puni potencijal.
Kada br. 6 – Ispiranje (Post-Rinsing)
U ovoj kadi vrši se ispiranje profila od nevezanog i zaostalog hroma. Ispiranje se obavlja u čistoj vodi.
Zbog prisustva hroma, voda iz ove kade se ne ispušta direktno u postrojenje za tretman otpadnih voda. Pre ispuštanja vrši se hemijska obrada – dodavanje hlorovodonične kiseline. Količina kiseline zavisi od zapremine i trenutnog nivoa vode u kadi u momentu sprovođenja prečišćavanja.
Kada br. 7 – Ispiranje demineralizovanom vodom (Final Rinse – DI Water)
U poslednjoj kadi nalazi se demineralizovana voda, proizvedena u uređaju za demineralizaciju.
Ovo ispiranje uklanja sve preostale rastvorene soli i nečistoće sa površine aluminijumskih profila i predstavlja završni korak hemijske pripreme.
Kvalitet ovog ispiranja ima direktan uticaj na:
- ujednačenost premaza,
- sprečavanje pojave fleka,
- dugoročnu stabilnost plastifikacije.
Sušenje profila (Drying)
Nakon završene hemijske pripreme, profili se suše u sušari na temperaturi od 35-50 °C, u trajanju od 20-25 minuta.
Procesom sušenja završava se priprema površine, a profili su spremni za elektrostatičko bojenje.
Elektrostatičko nanošenje praha i polimerizacija
Nanošenje praškaste boje vrši se u zatvorenoj kabini pomoću pištolja za prah. Prah se elektrostatčki vezuje za površinu profila, dok se višak praha aspiracijom odvodi u ciklon i filtere, odakle se vraća u sistem.
- Vreme nanošenja (profil 6 m): 5-7 minuta
Nakon nanošenja sledi pečenje u peći na temperaturi od 180-190 °C, u trajanju od 10-20 minuta. Nakon polimerizacije, debljina sloja iznosi približno 75 µm, u skladu sa Qualicoat zahtevima.
Uloga Pulver prahova i Cortena
Kvalitet plastifikacije je uvek rezultat pravilnog procesa i odgovarajućeg materijala. Pulver prahovi za plastifikaciju poznati su po stabilnosti boje, UV otpornosti i pouzdanoj polimerizaciji.
Za teritoriju Republike Srbije, Corten doo je ovlašćeni distributer Pulver boja za plastifikaciju, pružajući podršku industriji u izboru sistema koji ispunjavaju Qualicoat zahteve.
Zaključak
Qualicoat standard ne ostavlja prostor za improvizaciju. Samo detaljno kontrolisan proces hemijske pripreme, u kombinaciji sa kvalitetnim prahom, obezbeđuje dugotrajan, estetski stabilan i tehnički pouzdan premaz.
Tabela – Hemijska priprema aluminijumskih profila (koncentracije rastvora)
Kada br. | Naziv procesa (Qualicoat terminologija) | Hemijski sastav rastvora | Tipična koncentracija | Radna temperatura | Vreme zadržavanja |
1 | Odmašćivanje (Degreasing) | Voda + alkalni ili blago alkalni deterdžent za aluminijum | 2-5 % (20-50 g/L) | 45-50 °C | ≈ 10 min |
2 | Ispiranje (Rinse 1) | Čista voda | – (bez hemikalija) | Ambijentalna | 2-3 min |
3 | Tretman sumpornom kiselinom (Pickling / Etching) | Voda + sumporna kiselina (H₂SO₄) | 5-15 % (50-150 g/L) | Ambijentalna | 1-5 min* |
4 | Ispiranje (Rinse 2) | Čista voda | – (bez hemikalija) | Ambijentalna | ≈ 2 min |
5 | Hromatni konverzioni sloj (Chromate Conversion Coating) | Voda + hromatni preparat (Cr³⁺ ili Cr⁶⁺ sistem) | 0,5-2,0 g/L ukupnog Cr | 32-35 °C | 2-3 min |
6 | Ispiranje posle hroma (Post-Rinse) | Čista voda (uz kasniju neutralizaciju) | – (bez hemikalija) | Ambijentalna | 1-2 min |
7 | Završno ispiranje demi vodom (Final Rinse – DI Water) | Demineralizovana voda | Provodljivost < 30 µS/cm | Ambijentalna | 1-2 min |
* Vreme u kadi br. 3 zavisi od stepena oksidacije, starosti profila i prethodnih atmosferskih uticaja.





{kind=link}
{kind=link}