Faze plastifikacije
- Home
- Faze plastifikacije
Faze plastifikacije
Proces plastifikacije se sastoji iz tri osnovne faze:
- Priprema površine i hemijska predobrada
Površina metala mora biti potpuno očišćena od svih nečistoća kao što su ulje, prljavština, rđa i prašina. Nakon mehaničkog čišćenja, primenjuje se hemijska predobrada (fosfatizacija, hromatizacija ili bezhromni sistemi) kako bi se obezbedila bolja adhezija i prekinuo razvoj korozije u slučaju oštećenja. Proces može uključivati i faze ispiranja i sušenja između tretmana.
- Nanošenje praha (powder coating)
Postoje dve najčešće primenjivane metode:
Fluidna kupka (Fluidized Bed)
- Komadi se uranjaju u fluidnu prašnu kupku u kojoj su čestice stalno u „vreloj“ koloni zbog strujanja vazduha.
- Može se koristiti tako što se komad zagreje — prašak se topi i prianja.
- Alternativno, fluidizovani prašak se naelektriše elektrostatički, a površina komada se uzemlji – čestice se privlače.
- Ovom metodom se teško kontroliše debljina premaznog sloja, često je deblji i manje ekonomičan. Primeren je za manje, jednostavnije oblike.
Elektrostatsko raspršivanje (spray gun)
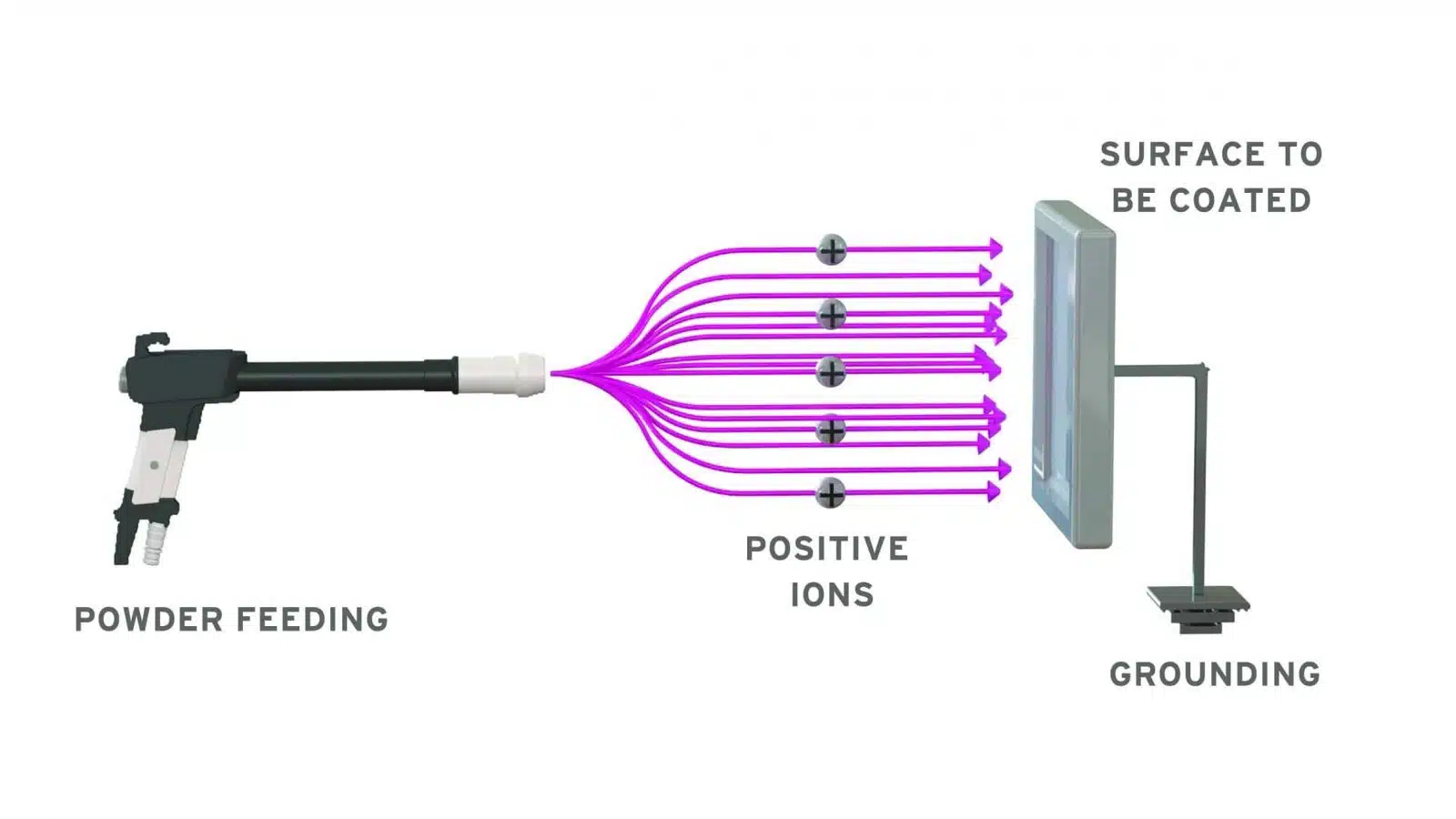
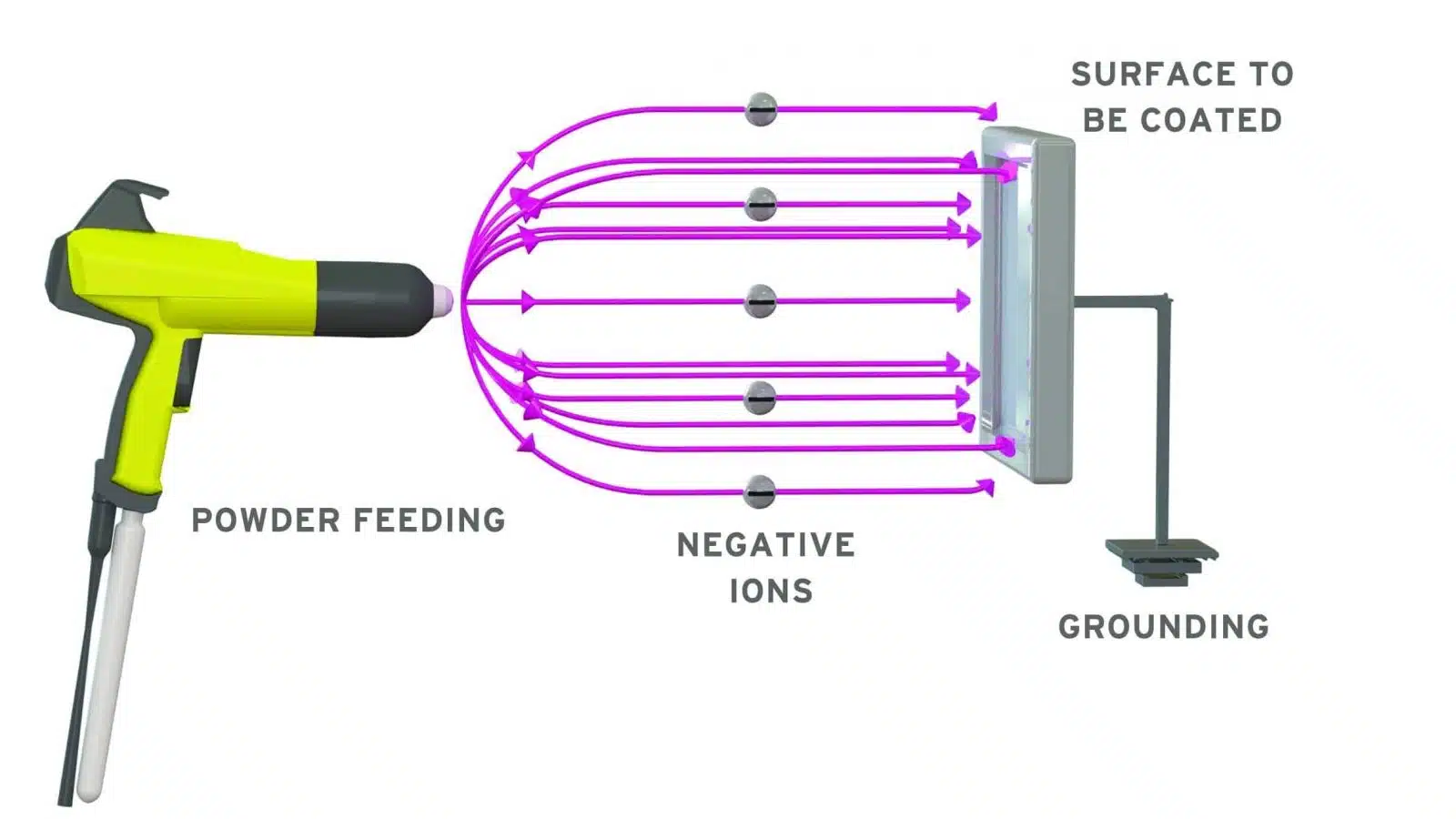
- Praškaste čestice prolaze kroz pištolj (Corona ili Tribo tehnologija).
- Corona: čestice se nabijaju visokim naponom (10–150 kV); pogodna za sve tipove praha, stabilna u različitim uslovima; lako podešavanje debljine i čišćenje sistema, ali veća potrošnja praha.
- Tribo: nabijanje trenjem; zahteva specijalne čestice; sklon promenama zbog vlage i temperature, manja potrošnja, teža zamena praha, manji rizik od „back-ionizacije“.
- Višak praha koji ne prianja se usisava, filtrira i reciklira — efikasnost > 95 %.
- Pištolji mogu biti ručni (za R&D ili popravke), ili robotski (automatsko, visokoprecizno nanošenje u velikim serijama).
- Pečenje (curing / baking)
- Nakon nanošenja praha, komadi idu u peć za pečenje na temperaturi između 120–250 °C, u trajanju koje zavisi od vrste praha, težine predmeta i tehnologije peći.
- Cilj je da se prašak otopi i umreži u čvrsto vezan dekorativni sloj.
- Pogrešni parametri (preniska temperatura ili prenisko vreme) izazivaju nepotpuno sušenje; previsoka temperatura može dovesti do žućenja ili pukotina.
- Svaki prah ima sopstvenu krivu temperatura‑vreme koju preporučuje proizvođač. Optimalni standardi su često 160 °C ~ 10 min, dok kod nekih sistema može biti i niže (125 °C za MDF, 160 °C za TGIC-free spoljne primene).
Rezime – prednosti tehnike plastifikacije
Pulver takođe ističe sledeće prednosti aplikacionog procesa:
- Ekološki prihvatljivo – nema rastvarača ni emisija VOC, nema otpadnih voda ili vazdušnog zagađenja.
- Visoka energetska bezbednost – prašak zahteva čak 100 puta više energije za paljenje od tečnih boja, što znatno povećava sigurnost.
- Zdravstveno bezbedno – nema negativnog uticaja na kožu, lakoća rukovanja.
- Praktičan sistem – prašak je spreman za upotrebu; nema potrebe za mešanjem, operator treniran brzo.
- Raznovrsna estetika – može se postići niz efekata: glatki, mat, metalik, reljefni, tekstura itd.
KORONA